
 English
English Spanish
Spanish French
French German
German Italian
Italian Chinese (Simplified)
Chinese (Simplified) Japanese
Japanese Korean
Korean Arabic
Arabic Portuguese
Portuguese
 Send Inquiry
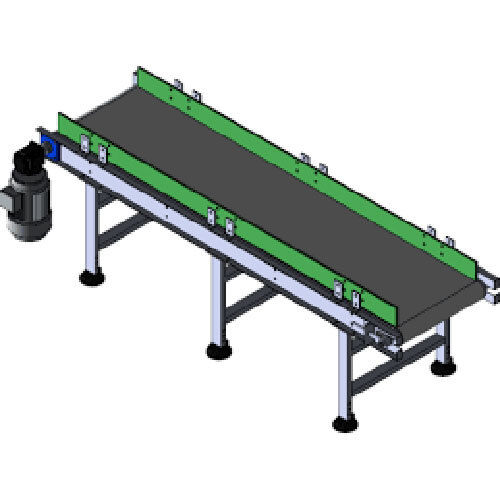
Send InquiryFMCG Multiline Conveyors
MOQ : 1 Unit
FMCG Multiline Conveyors Specification
- Features
- Modular Design, Low Maintenance, High Efficiency
- Surface Finish
- Powder Coated / Polished
- Thickness
- 3-8 mm (Belt)
- Power Source
- Electric
- Belt Type
- PVC / PU / Rubber
- Usage
- Industrial
- Material
- Mild Steel
- Size
- Standard
- Type
- Multiline Conveyor System
- Structure
- Mild Steel Frame
- Product Type
- FMCG Multiline Conveyors
- Belt Conveyor
- Available
- Roller Conveyor
- Available (Optional)
- Vertical Conveyor
- Available (Optional)
- Color
- Silver And Blue
- Pneumatic Conveyor
- Not Included
- Resistant Feature
- Corrosion Resistant
- Load Capacity
- 50-300 Kg/meter
- Voltage
- 220-415 V AC
- Power
- 0.75-5 kW
- Speed
- 1-40 m/min (Variable)
- Usage & Applications
- FMCG Packaging, Bottling Plants, Food Processing, Assembly Lines
- Noise Level
- 65 dB
- Installation Type
- Permanent / Mobile
- Belt Width
- 300-1000 mm
- Conveyor Length
- Customizable up to 40 meters
- Control System
- Automatic / Manual
- Safety Features
- Emergency Stop, Guards Provided
- Operating Temperature Range
- -10C to +60C
- Chain Conveyor
- Optional
- Drive Type
- Motorized
- Height Adjustment
- Yes, Adjustable Stand
FMCG Multiline Conveyors Trade Information
- Minimum Order Quantity
- 1 Unit
- Supply Ability
- 10 Units Per Month
- Delivery Time
- 7 Days
About FMCG Multiline Conveyors
Procure superb, blue-ribbon FMCG Multiline Conveyors, crafted for industrial excellence in India. Celebrated for their eminent performance and favorable reviews, these conveyors offer an exceptional operating temperature range of -10C to +60C and a moderate noise level of 65 dB. With automatic/manual controls, adjustable height, and a motorized drive, they ensure high efficiency and modular design. Order today to experience their corrosion-resistant build, customizable lengths up to 40 meters, and comprehensive safety features. Ideal for bottling plants, packaging, and food processing, these are the gold standard for reliable material handling.
Diverse Applications and Usage Areas
FMCG Multiline Conveyors are engineered for an extensive range of applications across diverse media. Their primary usage includes industrial sectors such as FMCG packaging, assembly lines, bottling plants, and food processing units. The conveyors' robust design and customizable features make them suitable for continuous, heavy-duty operations in high-paced environments. Thanks to superior material and modular assembly, these conveyors excel in environments where efficiency, hygiene, and adaptability are imperative for seamless workflow.
Domestic Market Reach, Payment, and Sample Valuation
The main domestic market for FMCG Multiline Conveyors spans across India, catering to exporters, manufacturers, and suppliers. To facilitate seamless exchanges, diverse payment terms such as advance payments and letters of credit are accommodated. For valued clients seeking assurance of performance before committing expenditure, sample units are available upon request. Each sample undergoes thorough valuation, ensuring that clients invest in products best suited for their operational demands and standards.
Diverse Applications and Usage Areas
FMCG Multiline Conveyors are engineered for an extensive range of applications across diverse media. Their primary usage includes industrial sectors such as FMCG packaging, assembly lines, bottling plants, and food processing units. The conveyors' robust design and customizable features make them suitable for continuous, heavy-duty operations in high-paced environments. Thanks to superior material and modular assembly, these conveyors excel in environments where efficiency, hygiene, and adaptability are imperative for seamless workflow.
Domestic Market Reach, Payment, and Sample Valuation
The main domestic market for FMCG Multiline Conveyors spans across India, catering to exporters, manufacturers, and suppliers. To facilitate seamless exchanges, diverse payment terms such as advance payments and letters of credit are accommodated. For valued clients seeking assurance of performance before committing expenditure, sample units are available upon request. Each sample undergoes thorough valuation, ensuring that clients invest in products best suited for their operational demands and standards.
FAQ's of FMCG Multiline Conveyors:
Q: How can FMCG Multiline Conveyors be customized for specific industrial requirements?
A: FMCG Multiline Conveyors offer customization in conveyor length up to 40 meters, belt width, drive types, installation (permanent or mobile), and additional features like chain or vertical conveyors. This versatility ensures they meet a variety of industrial needs.Q: What are the primary benefits of using a modular conveyor system in FMCG sectors?
A: The modular design provides high efficiency, low maintenance, and ease of integration into existing assembly lines or packaging areas. It also enables quick adaptation and scalability as operational demands evolve.Q: Where are these conveyors most effectively utilized?
A: These conveyors excel in FMCG packaging, bottling plants, food processing lines, and high-throughput assembly areas, where continuous material flow and efficiency are priorities.Q: What process ensures corrosion resistance and durability in these conveyors?
A: FMCG Multiline Conveyors use mild steel frames with powder-coated or polished finishes, along with corrosion-resistant components, to ensure long-lasting durability and reliable operation in moisture-prone or hygienic environments.Q: When is it possible to request samples, and how does the sample exchange work?
A: Sample units can be requested at any stage during procurement discussions. Once requested, the valuation process defines expenditure expectations, ensuring an informed exchange before placing bulk orders.
Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

More Products in Automatic Conveyor Category

EOL Conveyor
Minimum Order Quantity : 1 Unit
Product Type : EOL Conveyor
Type : Other, EOL (End Of Line) Conveyor
Material : Mild Steel
Usage : Industrial
Warranty : 1 Year

Pallet Conveyor
Minimum Order Quantity : 1 Unit
Product Type : Pallet Conveyor
Type : Roller Conveyor
Material : Mild Steel
Usage : Industrial
Belt Conveyor
Minimum Order Quantity : 1 Unit
Product Type : Belt Conveyor
Type : Belt Conveyor
Material : Mild Steel
Usage : Industrial
Warranty : 1 Year

Roller Chain Conveyor
Minimum Order Quantity : 1 Piece
Product Type : Roller Chain Conveyor
Type : Other, Roller Chain Conveyor
Material : Mild Steel
Usage : Industrial
Warranty : 1 Year
KB ASSOCIATES
GST : 24AAPFK3050R1ZU
GST : 24AAPFK3050R1ZU
Contact Details
- No. 11, Varahi Estate,Ahmedabad - 382481, Gujarat, India
- Phone : 08045813456
- Mr Tushar (Partner)
- Mobile : 08045813456


KB ASSOCIATES
All Rights Reserved.(Terms of Use)
Developed and Managed by Infocom Network Private Limited.
Developed and Managed by Infocom Network Private Limited.
